

云海旭金属材料有限公司
黔西南值得信赖的22新标准(32.5*49)套筒公司
套筒公司")
直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。
套筒公司")
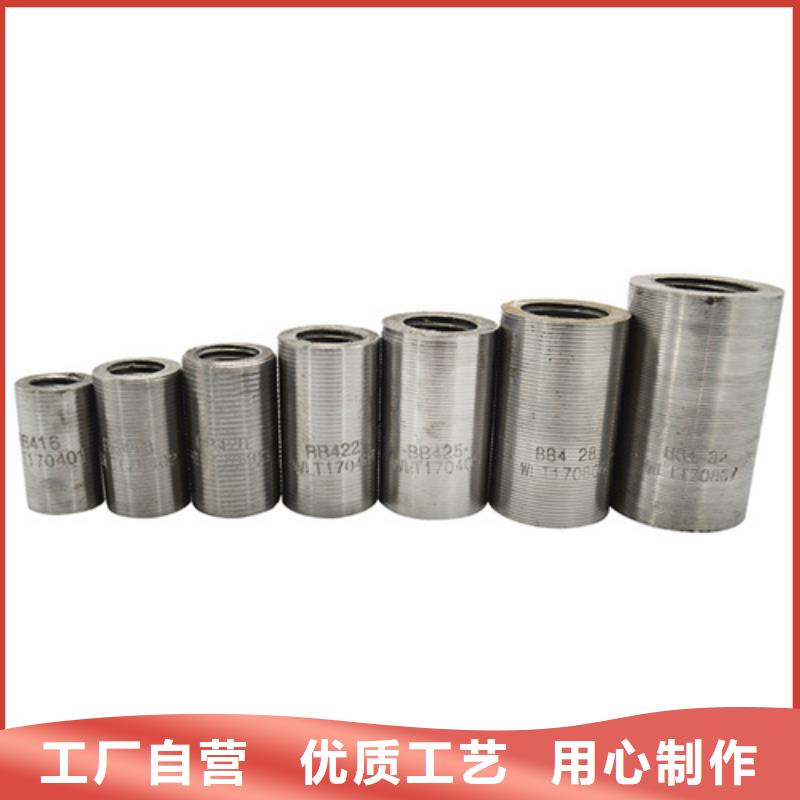
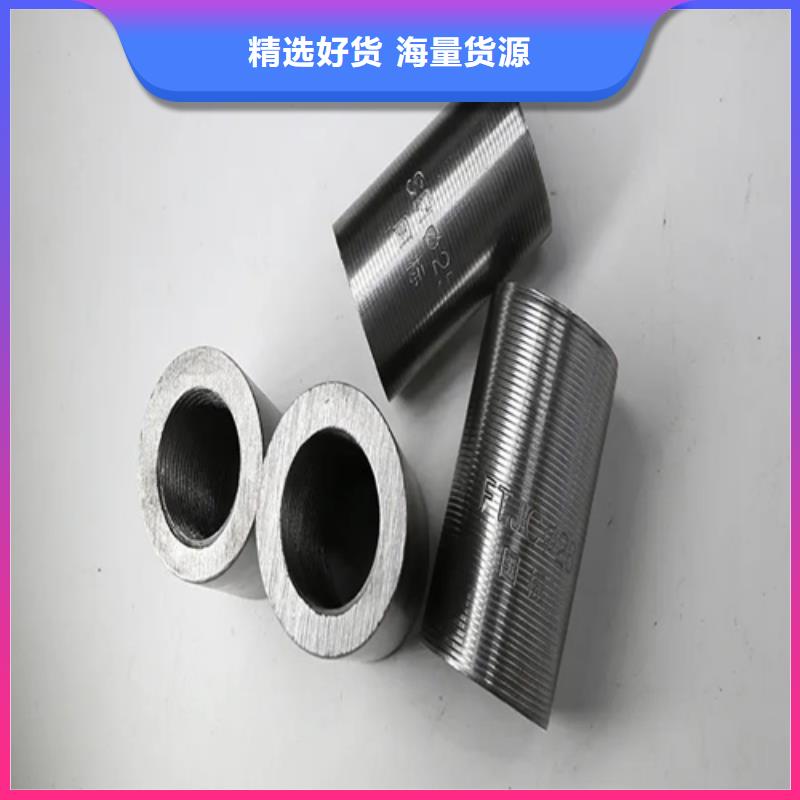
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
套筒公司")
套筒公司")
